Conveyor Systems are very important in a business in order to effectively increase its manufacturing in a well-organized manner, and it is even considered the firm’s lifeline. Conveyor systems are incredibly important machines used to transport heavy and large materials from point A to point B.
These devices are used to transport large and notably heavy packages and materials. Additionally, they are renowned for their effectiveness, which is why they are utilized in virtually every industry that handles materials. There are various types of conveying systems that are specially designed to meet the diverse requirements of various industries.
The Need
The goal was to make a new fully automated conveyor system that could move full pallets of packaged medical supplies from a point of sterilization all the way down to storage with as much flexibility as possible for high-volume commercial medical supplies.
The Company
Afrimedical Mikano is a medical supply firm that manufactures medical equipment. The company’s primary focus is the development of new products for hospitals and other healthcare facilities worldwide. Due to rising demand for their products, Afrimedical Mikano had to enlarge their warehouse capacity in order to store all of their stock. They required assistance controlling their inventory and transporting it between locations effectively, safely, and hygienically.
The Solution
Afrimedicals Mikano awarded CaTS a contract to improve the efficiency in transferring products between ground and mezzanine floor levels.
After a rigorous tender process, CaTS ability to provide a well-demonstrated solution was key to meeting the brief and winning the contract. This included using the latest 3D CAD/ SIMULATION software to help design visualize the system as a life-like operational representation in the facility.
The system needed to cope with up to 74 boxes per minute of varying sizes and weights, with throughput of 440 pallets per hour to be presented as pairs, side by side for loading via an existing vehicle loading system.
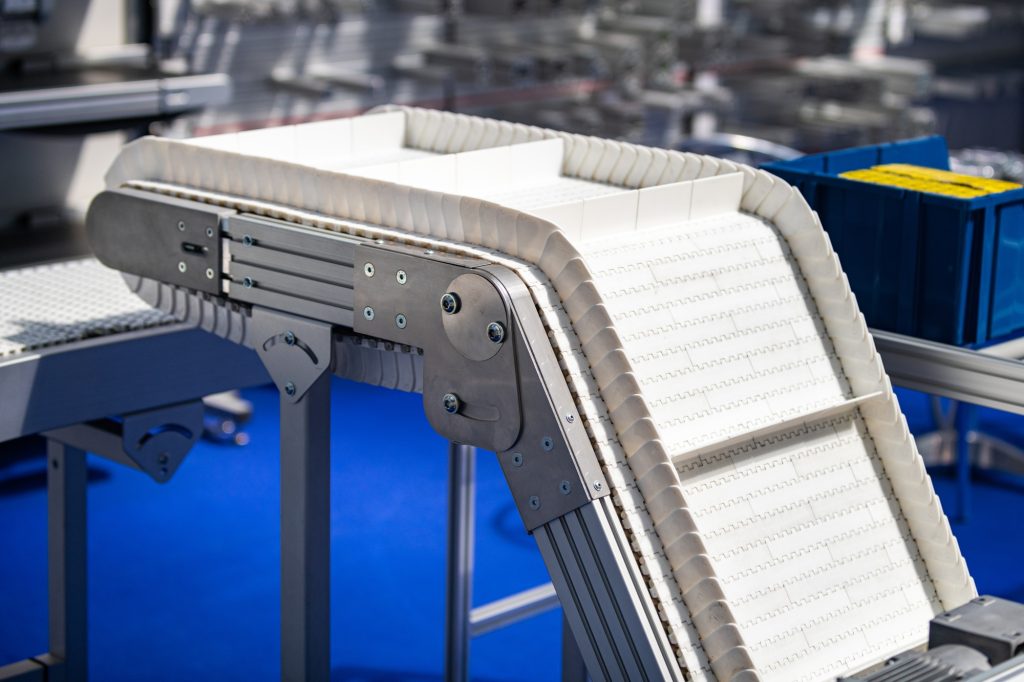
CaTS accepted the proposal to design a solution with a 33-meter-long, lightweight inclined belt conveyor fitted with grip top belting. This rises to a height of 5.6m, feeding onto a flat belt conveyor on the mezzanine floor for storage.
The products weigh approximately 10kg per box and to provide a safe and controlled flow of product, the 1000mm wide inclined belt conveyor was fitted with high level guide rails. The inclined conveyor is fed by a flat belt conveyor at ground level, which incorporates an encoding device and other automation requirements as agreed with the client
To coincide with both indexing and the dispensing line speed, the conveyor was fitted with speed variation drive and the use of a braked motor when stationary was an important feature to ensure there was no risk of “roll back”
Control panel was designed to run the system in two modes. Constant speed operation (DOL) and Variable Speed Operation (VFD). On normal operation, the system would run with the speed drive keeping the DOL as bypass.
The new conveyor system was designed to allow for future increases in throughputs, but initially, easily coping with the current 440 pallets per hour.
The conveyor system which was specially designed by CaTS at over 1000mm wide, was engineered in detail after taking into account all comments/suggestions made by both management and operators at Afrimedicals together with fully recognizing their requirements, considering the vast array of shapes and sizes of products whilst overcoming operational issues hence reaching a workable solution.
The Result
CaTS designed, fabricated, and installed a fully functional conveyor system at Afrimedicals which improved efficiency by 200% while providing flexibility and non-contact conveying and accumulation of the cases to avoid pressure thereby eliminating damage to products in order to maintain the highest packaging standards.
A spokes person reported, “CaTS provided us with a very cost effective proposal that fully met our criteria and has achieved improved efficiencies and throughput. Since installed, the system has operated with total reliability and was completed on time and within budget.”
CaTS provided the full turnkey conveyor project including control, installation and commissioning of the wide range of packages.
Afrimedical Manager for the project stated “it was difficult to visualize the conveyor system prior to the mezzanine floor installation, but CaTS provided a detailed design putting into consideration the mezzanine and other civil obstructions. The install process was smooth and the end results have allowed us to increase control, flexibility & volumes”